Resources > Facility design for process assurance
Facility design for process assurance
How process assurance principles extend beyond the instrument into facility layout, material flow, operator interaction, kit assembly discipline, and visual process control.
A facility is part of the manufacturing control strategy
Not just equipment placement, not just room grades, not just logistics but a deliberate process assurance architecture
Why this matters
The dominant failures are often created around the process, not just within it
Effective facility design should be responsive to the process rather than forcing the process to adapt to its surroundings. Facility design should be responsive to the work, rather than the work accommodating the facility.
Wrong reagent connected to the kit line
Correct reagent connected to the wrong port
Tube clamp omitted or left in the wrong state
Sterile weld completed in the wrong sequence
Patient or product mix-up in shared incubation space
Schedule drift causing missed or early actions
Control architecture
Five layers of defence working together
The facility story is strongest when it moves from risk to control. Each layer reduces dependence on vigilance, memory, and perfect manual execution.
Layer 1
Pre-assembly control
Remove avoidable decisions before the operator reaches the process floor.
Layer 2
Physical process enforcement
Guide the correct assembly path and block the wrong one.
Layer 3
Digital verification
Confirm identity, sequence, and batch traceability across materials and stations.
Layer 4
Visual management
Make process state visible instantly without relying on memory.
Layer 5
Instrument self-checking
Use active safeguards during priming, flow handling, and monitored process states.
Kit assembly as process assurance
Tube tags are one element of a broader assembly control system
They should be presented as a part of a wider assembly discipline that includes staged materials, guided sequence, keyed installation, physical fixturing, clamp-state control, and passive monitoring.
Without enforcement
Manual vulnerability
- Wrong bag attached
- Wrong tube welded
- Clamp missed or forgotten
- Sequence depends on memory
Intervention
Assembly enforcement
Outcome
Prevention by design
- Wrong connection blocked
- Wrong sequence restricted
- Clamp errors reduced
- Operator uncertainty lowered
Prevention versus verification
Verification is useful. Prevention is stronger.
Wrong Connection
Physically blocked or visibly mismatched
Wrong sequence
System-guided progression
Clamp omission
Controlled by fixture or instrument state
Operator uncertainty
Reduced through passive cues and enforced logic
Critical fluid connections are physically guided, sequence-aware, and integrated into a wider assembly control strategy.
Facility logic
The layout matters because the control strategy matters
Room grades, pass-throughs, staging areas, assembly stations, and processing islands should be explained as part of one integrated hazard-control model rather than as standalone architectural details.
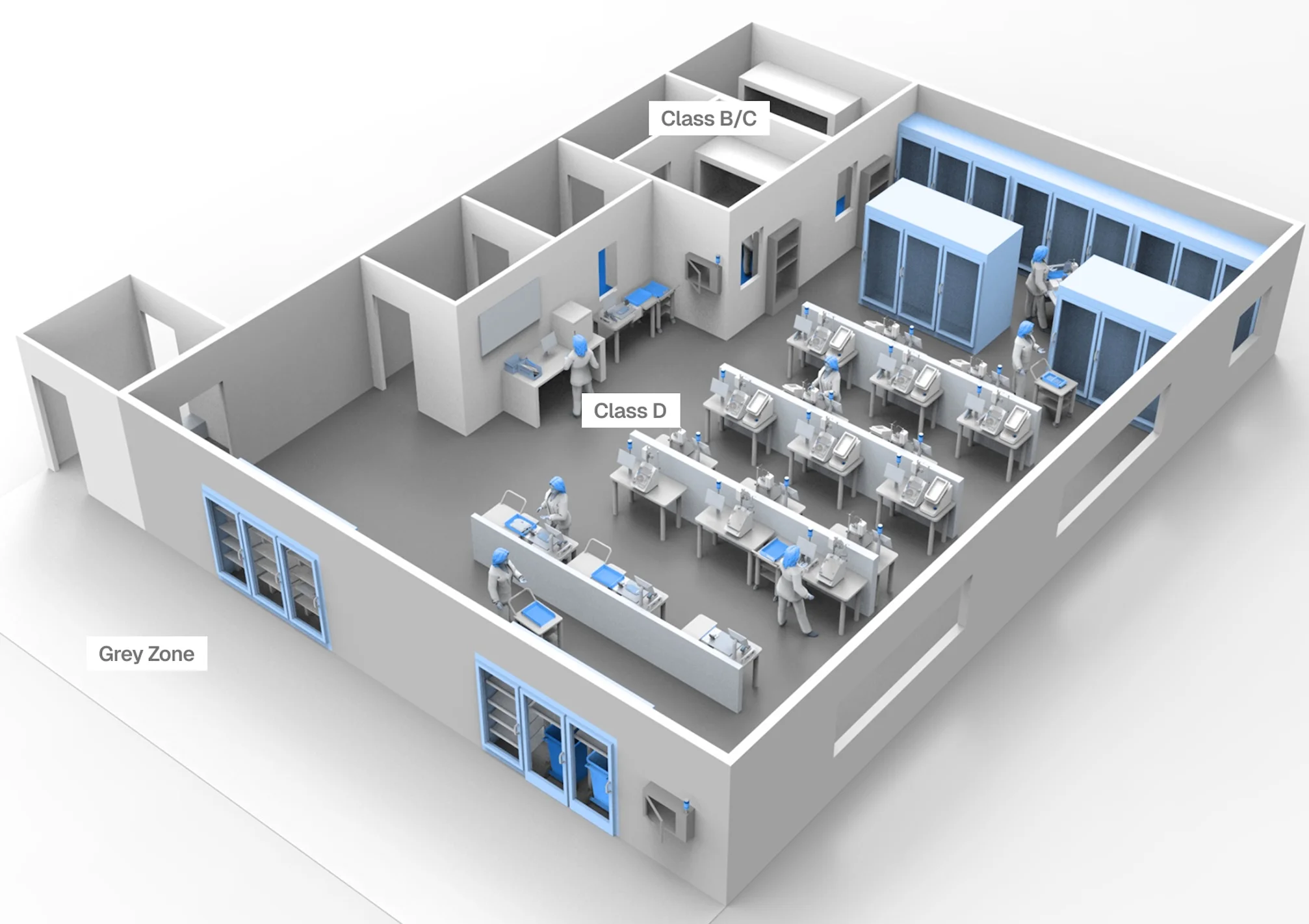
Image: Concept model of room layout at a facility showcasing different zones
Grey Zone
Materials staging and transfer interface
Class D Zone
Assembly, processing, incubator workflow
Class B/C Zone
Receipt, release, and protected transitions
Process walkthrough
A multi-day process told as an operational story
Room grades, pass-throughs, staging areas, assembly stations, and processing islands should be explained as part of one integrated hazard-control model rather than as standalone architectural details.
Day 0
Receipt, cell selection through to stimulation in culture
Incoming materials staged through inspection and sampling through to closed processing environment for kit attachment and processing. Intermediate product transferred to incubation.
Days 1–5
Incubator-based touch points
Scheduled Inoculation, feeding and sampling of the culture in multiple brief interventions. Culture vessels withdrawn from incubator and processed on mobile workstation.
Days 6–7
Final processing and completion
Rotea and Compleo workstations complete the product journey to cryogenic storage and release QC.
Audience
Three audiences. One message.
Room grades, pass-throughs, staging areas, assembly stations, and processing islands should be explained as part of one integrated hazard-control model rather than as standalone architectural details.
For quality assurance
Show that critical hazards are not merely trained against, but systematically prevented, verified, or made immediately visible.
For manufacturing scale-up
Replicate reliable workflows across more operators, more equipment, and more shifts without compromise of process integrity.
For facility design
Connect room grades, material movement, operator flow, and equipment placement to a deliberate process integrity strategy.
Gallery
A few draft visuals of Facility design
These graphics are concepts of how you can set up your facility design

Facility concept
Footprint, zoning, and manufacturing flow.
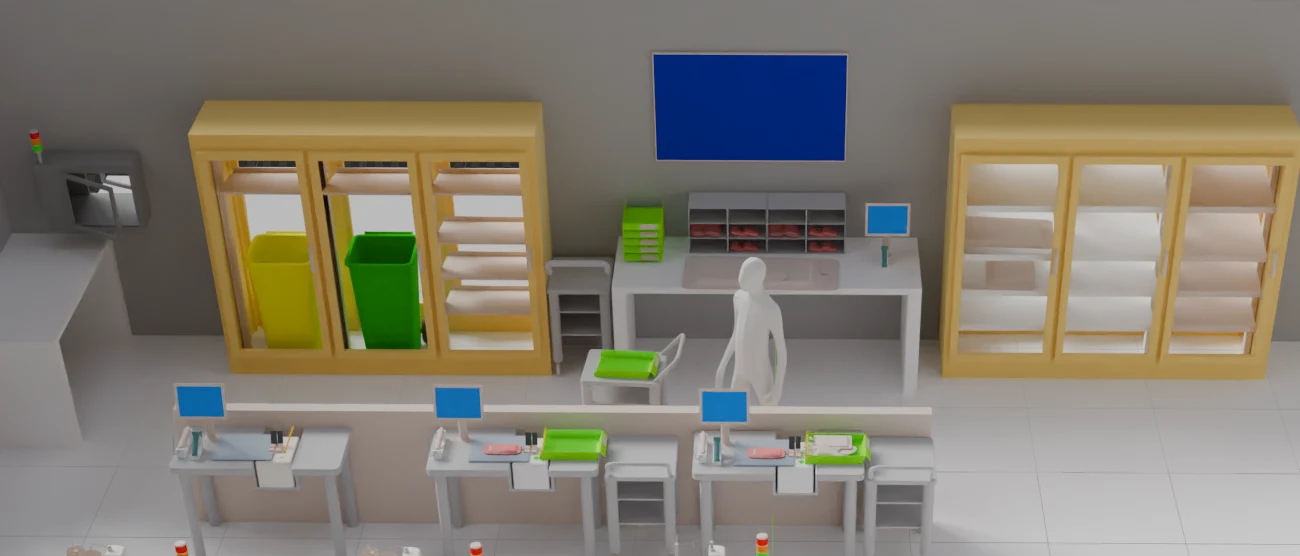
Planned material flow
Structured workflow, visual management, environmental control.

At-incubator interventions
Resources shared across batches, local processing, and automating small interventions.
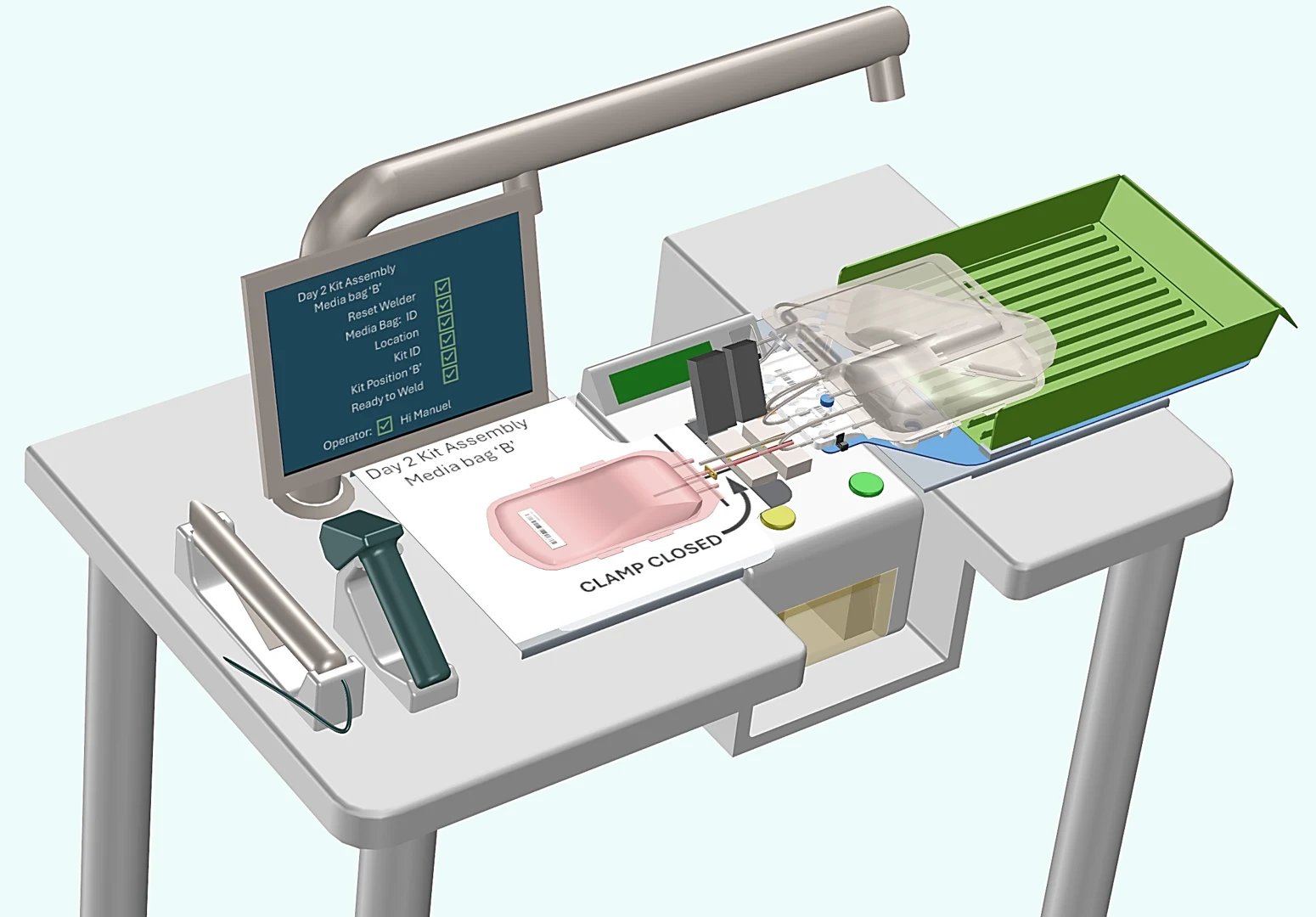
Kit assembly control
Assembly assurance, procedure monitoring and sterile weld hazard reduction.
Not just a process line. A deliberately controlled manufacturing system.
Want to learn more? Get in touch with us
Other White papers
July 5, 2026
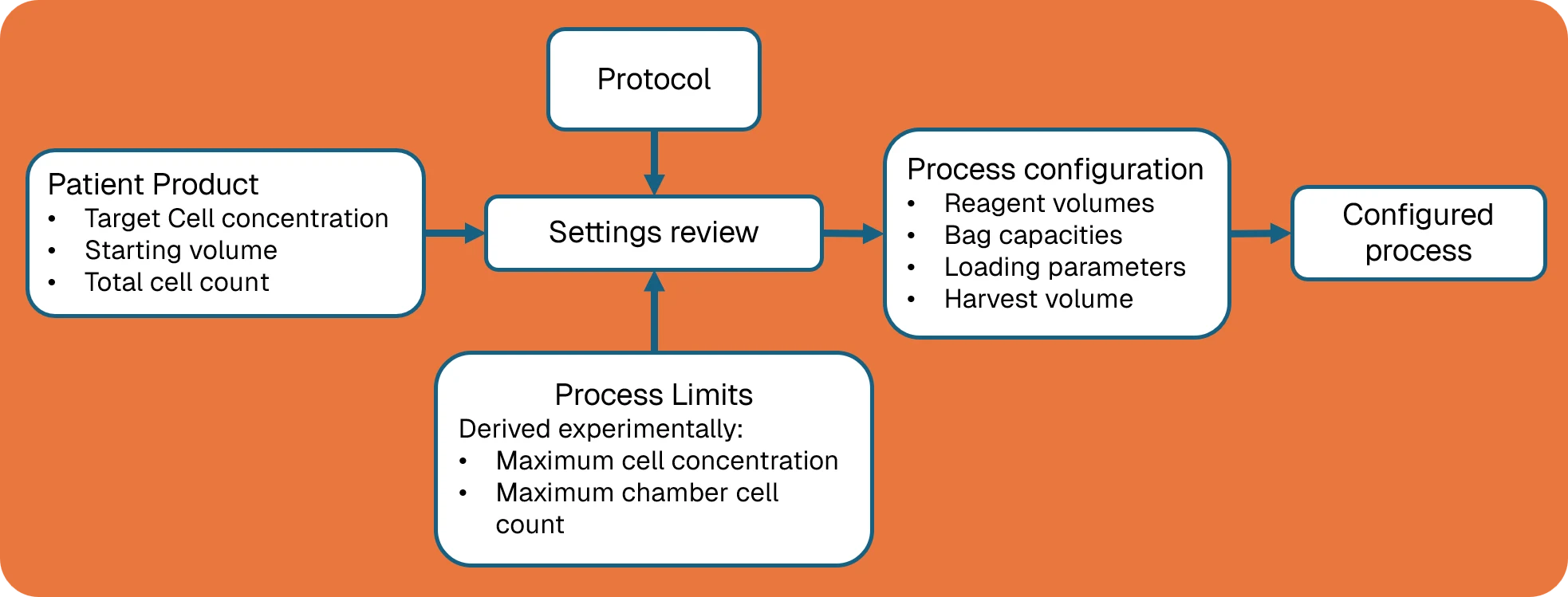
Process Configuration
Understanding the operating envelope of a protocol, setting parameters in response to the input product.
May 21, 2026
Priming for Insiders
Operational considerations for closed-system priming when operators already understand the broader Rotea workflow.