
FMECA framework workbook
Structured failure mode analysis template for functionally closed process review.
Unit Processes
Functionally closed workflows transform the incubator from storage into a processing centre.
Home > Closed Unit Processes > The Incubator as a Workstation
14 June 2026 · 6 min read · RoteaHub Editorial
Related topics
Functionally closed workflows transform the incubator from storage into a processing centre.
The intermediate product touch points that occur through incubation can be processed efficiently using purpose-designed unit process stations.
By making the stations mobile, the process can move to the product.
Many live cell therapy manufacturing processes include multi-day culture periods. During this time the product remains within an incubator but requires regular interaction for inoculation, feeding, sampling, and process monitoring.
In traditional open processing environments, these activities are often viewed as incubator access events. Culture vessels are removed from the incubator, transferred into a classified workspace, manipulated by operators, and then returned to incubation. The workspace must be cleaned and prepared before the next activity.
When the cost of goods for a manufacturing process is examined in detail, these routine culture interactions often represent a significant operational burden.
Functionally closed processing presents an alternative view.
Rather than treating the incubator as a passive storage location between manufacturing activities, the incubator can be viewed as a workstation within the manufacturing system. The focus shifts from protecting individual batches through environmental segregation to designing closed process interactions that can be performed safely and repeatably within a shared manufacturing environment.
This change in perspective creates opportunities.
Incubation capacity can be shared across multiple patient products. Supporting equipment can be configured around the incubator workstation. Sampling, feeding and media exchange can be integrated into dedicated process stations designed specifically for those activities.
However, shared incubators also introduce a different set of process integrity hazards. Cross-batch interactions, workflow management, traceability, kit design and operator practices need to be addressed.
The challenge is no longer simply how to incubate the product.
The challenge becomes how to design the single-use kit, workstation and manufacturing workflow so that routine culture interactions can be performed with robust process integrity.
When this approach is embraced, a range of additional manufacturing benefits emerge.
A culture touch point may involve obtaining a status sample from the product and delivering a cytokine, media component, or culture supplement. Although the physical actions may take only a few minutes, the activity is a formal batch procedure requiring preparation, execution, documentation, and verification.
The product must first be identified and transferred from the incubator to the processing station. Product identity is typically re-verified at the point of processing to ensure the correct product has arrived at the correct workstation.
Once the product is present, the supporting batch information must be correlated to the product. In many processes, the action to be performed has already been determined from information generated during a previous touch point. For example, a cell count obtained the previous day may be used to calculate the inoculation dose or media supplementation required for the current procedure. This allows the required materials and calculations to be prepared and verified before the product is accessed.
Some process designs rely on a sample being taken, transferred to QC for analysis, and the resulting data used to determine the next action. This approach introduces dependency on the QC workflow and the delays that accompany it.
The resulting questions are often overlooked during process development:
How long can the product remain outside the incubator while awaiting a result? Should the product be returned to incubation while the analysis is completed? If a reagent must be prepared aseptically from a bulk source, where should that activity occur? How are calculations reviewed and approved before the product is accessed? What happens if the required QC result is delayed?
In this scenario, the patient material manufacturing workflow has surrendered control of the procedure timing to the QC workflow.
During early product development it makes sense to allow the product to wait while the development team attend to it with dedication.
Manufacturing presents a different reality.
What does the world look like when an operator is contributing to the products for thirty patients or one hundred patients every day?
In that environment, operators cannot simply wait beside a culture vessel while supporting activities are completed. Workstations, materials, documentation, and personnel must all be coordinated. A process that repeatedly pauses to await external information creates queues, interruptions, scheduling conflicts, and under-utilised resources.
The question is no longer whether the procedure works. The question becomes whether the procedure can be executed reliably, repeatedly, and economically at manufacturing scale.
Designing touch points around pre-staged materials, pre-determined actions, and clearly defined decision points can significantly reduce these operational burdens.
Viewed this way, at-incubator processing is not simply a culture operation. It is a microcosm of functionally closed manufacturing, where product containment, workflow design, workstation design, traceability, and operator interactions must all be considered together.
Shared incubators may initially challenge conventional expectations of cell therapy manufacture. It is understandable that quality and regulatory specialists, drawing on experience with open processing environments, may view the concept cautiously.
However, functionally closed manufacture invites a different perspective. The question is not whether patient products share a physical environment, but whether the hazards introduced by that environment are understood and appropriately controlled.
In this sense, shared incubation is not fundamentally different from any other manufacturing design decision. Regulatory compliance is not achieved by avoiding all risk, but by demonstrating that risks have been identified, mitigated and monitored.
The examples below illustrate some potential hazards associated with shared incubator environments together with possible mitigation strategies. The list is not exhaustive, and alternative viewpoints and additional controls are welcomed.
Culture bags and vessels can be dropped or have materials dropped on to them. It is suggested a re-usable handling tray or rack be part of the incubator hardware to protect from these hazards. The handling tray can have a robust unique ID linked through the MES as well as a batch specific label if preferred.
With many vessels in a common space, a particular hazard occurs if the patient material for the batch extends to more than one vessel. While this may be obvious to the MES monitoring the batch, one approach is to have all the patient material for the batch contained in the re-usable cage or tray so they can be handled as a unit.
Functionally closed process bags and vessels with blood banking based sterile welding and sealing are proven technologies.
The hazards arise from the details of procedures such as the welding and sealing actions, vessel handling and management within the incubator space.
As a functionally closed workspace, the incubators would ideally be in a class C environment. This enables transfer of materials into class B and ultimately a class A zone for open intervention if needed.
Microbiological drift plates in this low grade environment would be generating many false positives, with outcomes delayed by days of incubation.
A worst case scenario is the actual leakage of product from a vessel or poorly sealed tube line.
Should a contamination event occur, the comprehensive closed process design already protects the patient material from cross contamination.
Even the patient material that ‘leaked’ might be considered subject to increased bioburden monitoring.
The primary hazard to address is the environmental hygiene management. A planned cleaning protocol for the incubator and its contents should be sufficient without being destructive.
Batch specific labelling with MES interaction is considered robust.
An operator confronted with 30 identical culture vessels to select from will presumably use a barcode reader for example to verify the vessel they are seeking. Some of the products have had the process completed, some need to be processed. If they have to use this method every time they seek a product, the process is slow. A robot can be directed to the expected location. It does however represent a single point of failure.
Humans will organise the products, may be in order of arrival, aligned to the expected order of processing for example. This can be further expanded so there are incubator positions as the source of today’s actions, and other locations as the destination. This provides immediate visual reinforcement of the work to be done and the work completed as a backup to the MES planning.
With the features included for functionally closed processing, the patient products can be transferred to another incubator without creating hazards.
Shared incubator benefits Implementing the controls to place multiple patient products in a common space
Shared incubation decouples manufacturing capacity from dedicated equipment allocation. Additional patient batches require additional incubator space rather than additional incubators.
Rather than treating the shared incubator as merely the source and destination of products that must be relocated to separate processing stations, consider making the incubator itself the location of processing.
A mobile unit-process workstation can provide all controls required for functionally closed manipulation of patient products, including interfaces to the Manufacturing Execution System (MES). Different stages of the culture process may use different functions of the workstation, or entirely different mobile stations tailored to specific procedures.
By way of example, a sampling and inoculation workstation could provide paddle mixing, recirculation, sample isolation, sterile connection of supplements, MES verification and controlled fluid transfer.
The workstation is brought to the incubator and can service one or more culture vessels without requiring products to be relocated elsewhere in the facility.
Patient products comprising multiple bags may be processed within a single setup by sealing and removing completed bags before sterile welding the next bag into the circuit.
The functional requirements of the procedure define the configuration of the single-use kit and its interfaces to the culture vessels. Identification of kit components and connection points then informs workstation layout, visual management and operator ergonomics.
Process timing can also significantly influence workstation design. For example, it is worth considering whether an inoculation decision can be based upon the previous QC sample rather than the current sample. This enables status-directed materials to be pre-dispensed before the product reaches the workstation.
In one process, cytokines were added to the culture bag at the end of a Day 0 procedure. Because cytokine selection depended upon QC analysis and subsequent aliquoting activities, transport of the product to incubation was delayed. An alternative approach was to transfer the product directly to the incubator and add cytokines the following day. Testing verified that product quality was not adversely affected.
As the number of patient products increases, locating the correct product becomes a manufacturing task in its own right.
A conventional approach relies on the MES to identify which products require processing. While effective, operators may need to repeatedly query the system to determine which products require attention and which have already been completed.
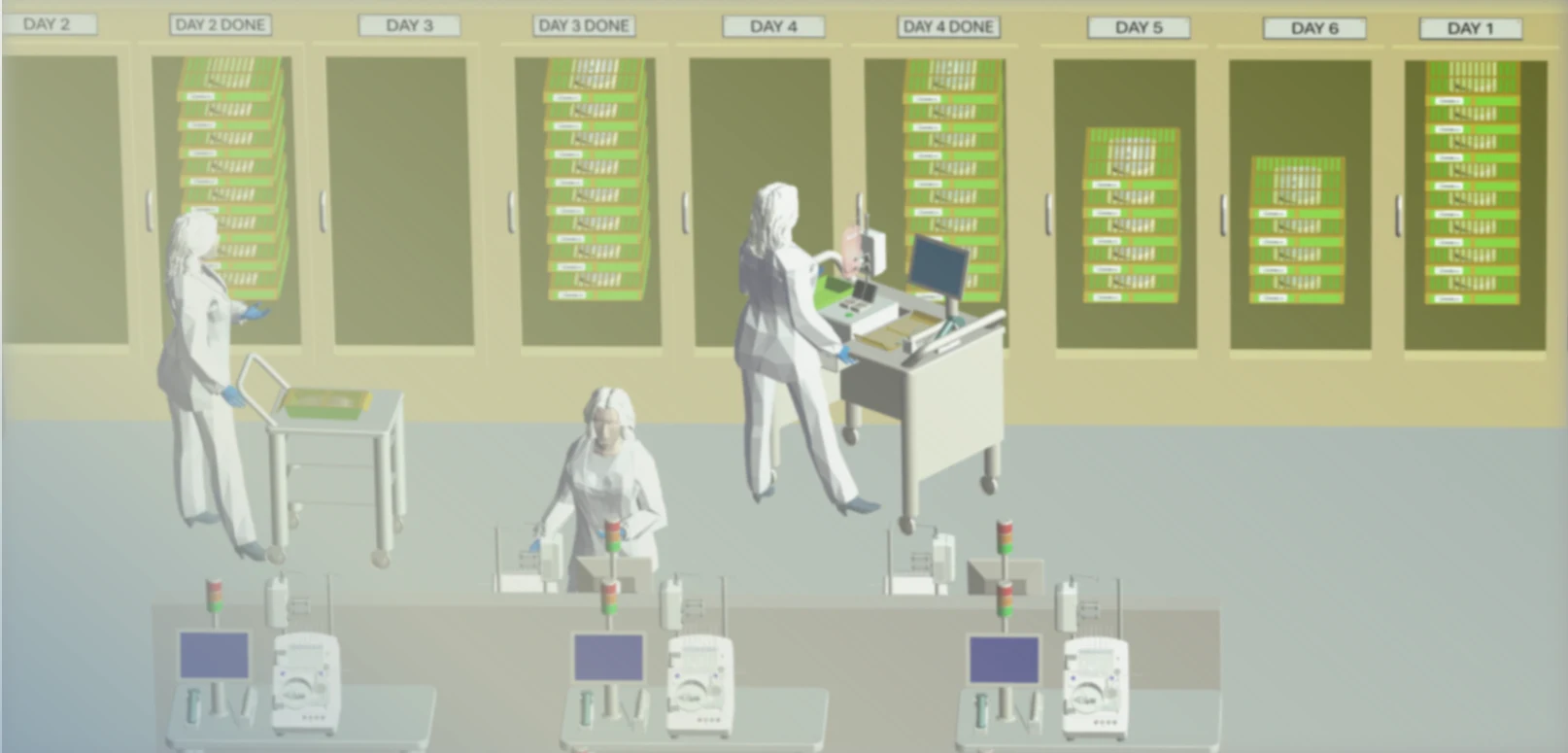
An alternative approach is to use the incubator itself as a visual workflow management tool.
Dedicated incubator locations are assigned to process states rather than individual products. Products move between locations as processing activities are completed. The physical arrangement of products within the incubator therefore reflects the current manufacturing state.
An operator approaching the incubator can immediately identify:
This approach provides process resilience. Operators can determine the state of manufacture directly from the physical arrangement of products, reducing dependence on continuous MES interaction while retaining MES as the authoritative batch record.
In this model, the incubator becomes more than an environmental chamber; it becomes an active element of the manufacturing control system.
Functionally closed manufacture changes the role of the incubator from passive storage to active manufacturing infrastructure.
When combined with standardised, automated unit processes, shared incubation environments can improve facility utilisation, support scale-up and simplify scale-out while maintaining robust process integrity.
The challenge is no longer how to protect individual products from one another, but how to design manufacturing systems that allow them to coexist safely and efficiently.
Downloads
Structured failure mode analysis template for functionally closed process review.
We've sent a 6-digit verification code to your email. Please enter it below.