
Tube Tags – A Thought Experiment in Visual Management
Using visual management to reduce processing risk.
Manufacturing Strategy
How functionally closed manufacture can shape facility architecture.
Home > Manufacturing Architecture > A Ballroom Facility Design
2 July 2026 · 8 min read · RoteaHub Editorial
Related topics
Too often facility design begins with rooms. It should begin with the manufacturing process.
Patient materials, operators, consumables, equipment and information all move through the manufacturing system. Understanding those movements is often more important than deciding the dimensions of the rooms that contain them.
Lean manufacturing concepts provide useful tools for examining these interactions. Activities that add value to the patient product can be distinguished from those that simply support the process. Hazards can be identified and designed out. Resources such as labour, cleanrooms and equipment can be organised around the needs of the workflow.
The result is a facility architecture that supports both process assurance and efficient operation.
Facility design is often viewed as an architectural exercise driven by cleanroom classifications and regulatory requirements. An alternative perspective is to begin with the quality assurance strategy.
Guidance such as PIC/S describes control approaches for aseptic manufacture including segregation of activities, material flows, personnel flows, documentation controls and verification steps. These requirements are often viewed as constraints that must be accommodated within the facility.
They can also be viewed as design tools.
These interfaces are not merely physical boundaries. They are opportunities to trigger verification, scheduling and release activities.
The interfaces between manufacturing spaces naturally become control points. Pass-throughs, airlocks and transfer stations provide opportunities for product verification, documentation review and chain-of-custody confirmation before the next stage of processing begins.
Once these control points are identified within the workflow, the facility layout begins to emerge from the process itself.
Lean manufacturing principles encourage us to view the facility as a workflow rather than a collection of rooms.
What activities add value to the patient product? How can we design out ways to get the process wrong? How can we most efficiently use resources like labour and clean rooms?
Poka-yoke adds purpose-designed features so faults cannot occur.
One example is the Tube Tags concept (Ref. 1), designed to prevent mix-up of tubes and materials to be connected by providing the operator with clear visual and tactile controls. The alternative is for the operator to repeatedly depend on verification of identity through the MES interface to select the items to be connected. The operator focus is directed at the computer screen rather than the manual operations.
The same thinking can be applied to facility design. Material flows, room interfaces and workstation layouts can be arranged to make the correct actions obvious while reducing opportunities for error.
The at-incubator processing discussion (Ref. 2) introduces visual management of the incubator-based product schedule. With a glance, operators can see what jobs need to be completed today and what to plan for tomorrow. The objective is not to replace the MES. The objective is to make the state of the process obvious at a glance.
A multi-day process can be told as an operational story. Room grades, pass-throughs, staging areas, assembly stations and processing islands should be explained as part of one integrated hazard-control model rather than as standalone architectural details.
A process model was developed to reflect the planned operations yo process 2000 patients per year.
Process Model derived requirements:
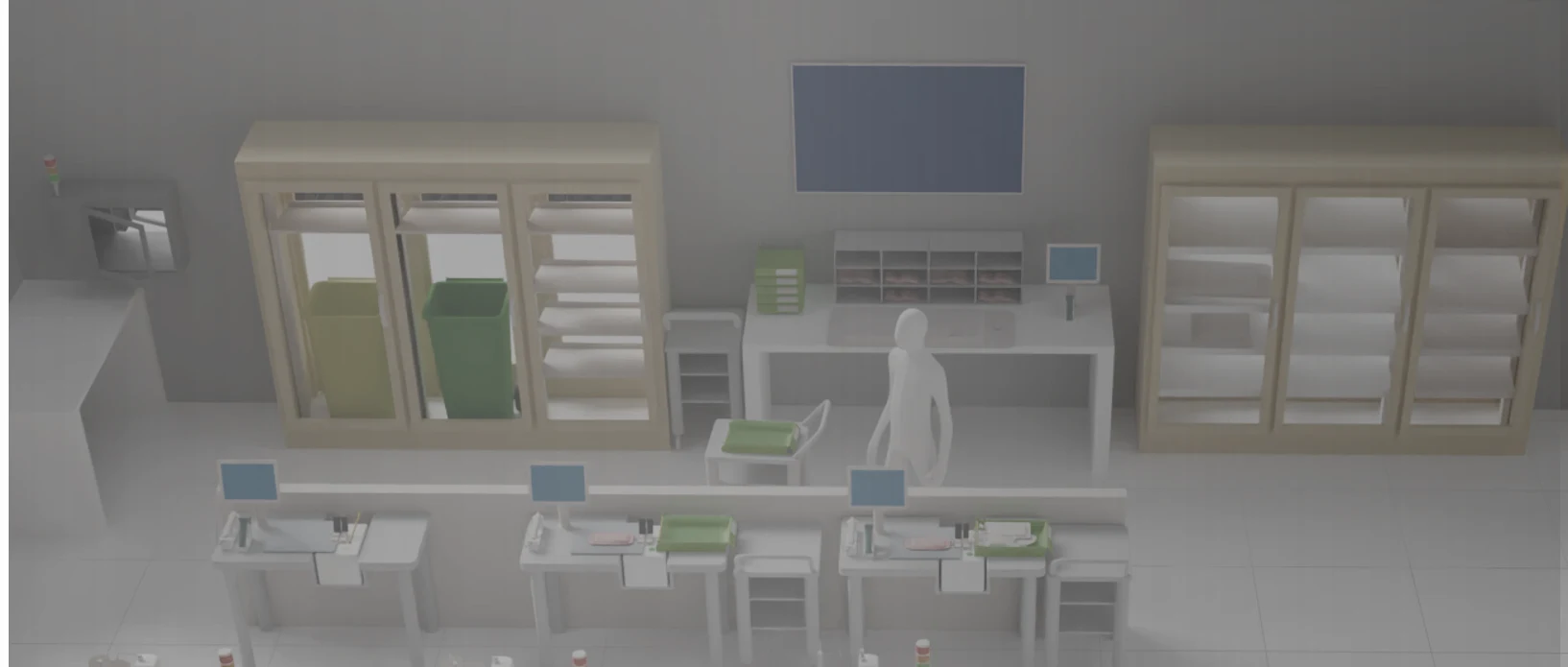
A conceptual facility layout was created to meet these requirments. The images are used to explore and critique the facility architecture driven by the manufacturing interactions.
Day 0 — Receipt, cell selection through to stimulation in culture. Incoming materials are staged through inspection and sampling into a closed processing environment for kit attachment and processing. Intermediate product is transferred to incubation.
Days 1–4 — Incubator-based touch points. Scheduled inoculation, feeding and sampling of the culture in multiple brief interventions.
Culture vessels are withdrawn from the incubator and processed on a mobile workstation.
Incubator locations signed for status visibility and operator direction. Ref: At Incubator Processing
Day 5 — Final processing and completion. Rotea and Compleo workstations complete the product journey to cryogenic storage and release QC.
Supporting Manufacturing Operations — Final processing and completion. Rotea and Compleo workstations complete the product journey to cryogenic storage and release QC.
Supporting Facility Infrastructure — Materials supply, patient material transfer, finished product dispatch, waste removal.
How large should a manufacturing facility be?
Rather than designing the largest possible facility, an alternative approach is to identify the smallest economically sensible manufacturing “pod” that can be replicated as demand grows.
This shifts the question from How many patients can this facility process? to What is the smallest facility that can efficiently support routine manufacture?
Labour utilisation provides a useful starting point. Manufacturing activities should ideally sustain at least two operators within each production area for safety, flexibility and resilience. The objective is then to organise workflows so those operators remain productively engaged throughout the manufacturing cycle.
Once the minimum viable manufacturing pod has been identified, additional capacity is achieved by replication rather than by continually expanding a single facility. Shared infrastructure such as quality control laboratories, cryogenic processing and material staging may then be positioned to support multiple pods, allowing economies of scale without increasing the complexity of individual manufacturing areas.
The result is a facility architecture that supports commercial scale-out through repeatable manufacturing units rather than increasingly complex facilities.
The purpose of this exercise is not to propose a particular facility layout.
It is to demonstrate that facility architecture emerges naturally when the manufacturing workflow is understood in sufficient detail.
Patient products, operators, materials, information and responsibilities all move through the manufacturing system. Mapping those interactions exposes opportunities to simplify workflows, improve process assurance and make more effective use of expensive manufacturing resources.
The result is a facility designed around the needs of manufacture rather than around the boundaries of rooms.
Using visual management to reduce processing risk.
Unit process design for functionally closed manufacture.
Preserving therapeutic intent while leveraging manufacturing expertise.
We've sent a 6-digit verification code to your email. Please enter it below.