FMECA framework workbook
Structured failure mode analysis template for functionally closed process review.
Rotea Process Insights
What is the intent of those priming steps?
18 June 2026 · 6 min read · RoteaHub Editorial
Related topics
Recommended priming actions are explained with examples.
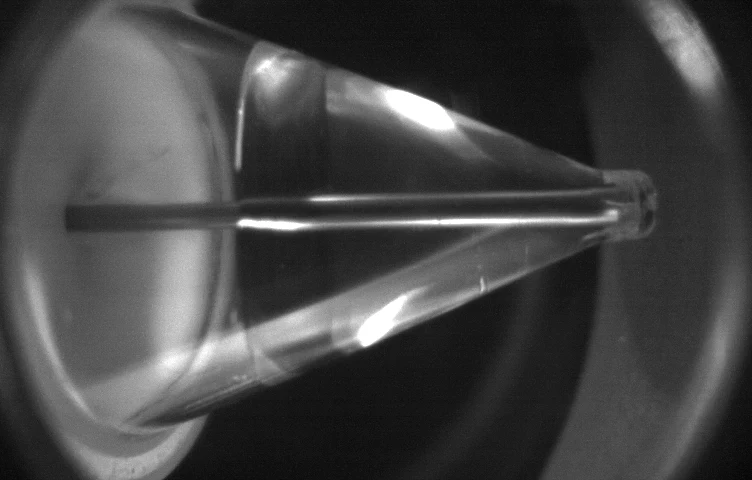
Rotea’s counterflow centrifuge relies on a fluid path devoid of bubbles.
The primary goal of priming is to remove all air from the kit and fluid lines.
Priming is also the only stage of the process where many installation and setup faults can be detected and resolved without exposing the patient product to risk.
The end of priming is defined when patient cells enter the system.
Before that occurs, priming actions can check operational readiness of the batch:
Priming checks can be designed to avoid process disruption.
If a detected fault can be corrected directly: For example releasing a tube clamp, then the operator can re-try
the original test step and the process can continue.
If the fault cannot be corrected directly, the process can be halted and re-started. It might be argued the
batch process has not commenced if the cells did not enter the processing kit.
While many aspects of the priming sequence are common to most protocols, the recommended sequence is specific to the protocol details.
This document explains the purpose of each priming action and suggested protocol implementation.
The fluid path traversing the spinning chamber behaves like a very deep hydrostatic barrier. Air cannot traverse the rotating liquid column and therefore accumulates at the chamber inlet. Surprisingly liquid flow continues past the trapped gas pocket. Air can accumulate until the pressure differential exceeds Rotea’s pressure fault around 150kPa.
Principle
The primary task of priming is to fill the centrifuge chamber with fluid and scavenge air from details of the rotary coupling.
The centrifuge is not balanced until the chamber is full of fluid.
There is a vibration sensor monitoring the instrument that captures centrifuge imbalance if the chamber is not full.
Scouring air from details of the rotary coupling is removing air from the fluid path.
Suggested implementation
It is recommended this action is completed as part of the Priming volume transfer action described below. The recommended method is to flush the priming fluid through quickly.
Principle
Common practice is to transfer fluid from the media supply bag (B commonly,) into bag A or G to supply media for the reverse pump flow priming steps.
Since this action is also priming the chamber, it is recommended to complete it at full pump speed.
The volume of fluid transferred needs to be sufficient to fill the chamber, bubble trap and active fluid lines. Early trials will alert you if the transfer volume is not sufficient.
Suggested implementation
Principle
Some protocols include a parameter controlled dilution step for highly concentrated input cells such as leukapheresis products.
This is good practice to avoid the bed being ‘overwhelmed’ by so many cells it cannot retain the cells of interest as the many other cells are being washed through.
To transfer this dilution volume, the protocol designer will commonly add extra fluid to bag A anticipating this need.
To manage unexpected dilution settings it is recommended to use the same dilution parameter to stage the dilution media into priming source bag - typically bag A.
Suggested implementation
Directly after the priming volume transfer step, add another transfer step with the volume trigger set at the dilution volume parameter. Set the parameter ratio to 1.05 or 1.10 to budget a little extra fluid.
Common ‘incidental’ process failures can occur because the fluid line to a bag is blocked:
These issues can be detected in the priming sequence before the cells enter the process.
Detecting a closed fluid path and correcting it during priming can avoid a batch variation event occurring later in the process.
It is recommended all bag connections be tested during the priming sequence.
Principle
Where possible, the best test for fluid line connection is to transfer fluid through the line, monitoring with a pressure trigger to detect a closed path.
Suggested implementation
Principle
It is not practical to wet prime all bags. You may not want the final output product diluted with media for example.
The technique is to pump air into the target line with a pressure trigger set. It relies on assuming some air can be drawn from dry bags in the kit. The pump rate, volume trigger and pressure trigger settings need to be resolved for the kit configuration.
Dry Priming works reliably once you verify the settings by testing. Dry priming should occur before any fluid is drawn into the kit.
Suggested implementation
Testing lines to the right of the pump: H, E or F pump REVERSE drawing from bag A (assuming it is dry at this time,) at about 40ml/min pushing in to the target line. Set centrifuge G=0. Use a Volume Trigger for say 5 ml: sufficient for the air pressure to accumulate. Add a Pressure Trigger set around 20kPa with Pause on Trigger set. Ensure the Skip Button is not set. When the check step has completed, a second step is needed to return the air back to its origin in the kit. Bag A for example. Use the same Volume Trigger settings with pump reversed from the test step. The air in the kit should return to its original state.
Lines G and A can be used as a recirculation connection to an intermediate bag that may not be practical to test with a wet prime.
A pressure trigger in this direction is challenged by the chamber volume slowing pressure accumulation. In this case, by way of example: Set the flow from H to G with pump in FORWARD at 40ml/min. Suggested settings: Volume trigger 10ml and a Pressure Trigger set at 10kPa and Pause on Trigger set.
You can follow a FORWARD direction dry priming step directly with a REVERSE direction dry priming step, keeping track of the air movement in the kit. Be sure to neutralise any pressure accumulation or reduction in lines from these steps.
These settings are suggestions only, you need to verify they work for your process and kit setup.
Principle
Bubble sensor behaviour can be problematic if:
Failure of sensing function may not be detected until an inconvenient point in the process.
For example, it is common to trigger the end of a fluid loading step using the bubble sensor trigger.
If the sensor is not changing state, the step will keep running until air is drawn into the process loop and an overpressure fault occurs.
It is good policy to test all bubble sensors active in the process through Dry to Wet and Wet to Dry actions. This avoids the risk that the test step falls through its trigger since the sensor is already in that state.
Suggested implementation
If the bag begins the protocol with fluid in it you can draw down on it until the DtW trigger, then push back till the WtD trigger.
If the bag is dry at the start of the protocol, push fluid with the normal priming step until the DtW trigger, then draw back to the WtD trigger, before finalising the priming volume push.
Detecting bubble sensor operation needs a ‘guarding trigger’ to place the process in pause if the test fails.
As an example, pushing fluid into a dry bag line, set the bubble sensor trigger as Dry to Wet and use a timer trigger with Pause on Trigger set to hold the step if the bubble sensor does not trigger.
If the sensor is already reporting Wet the step will fall through, explaining why we need to verify both sensing states.
The next step then needs to draw the fluid back from the bubble sensor until it triggers Wet to Dry. This step again needs the timer trigger with Pause on Trigger set.
All these verification steps need the Skip Button disabled to prevent the operator accidentally skipping the test.
Ideally each step is described to inform the operator if the pause state occurs: Checking bubble sensor D for example.
Principle
This action is specifically targeting the pocket of air captured between the bubble trap and line A of the kit. The intent is to remove that air into the bubble trap. This will occur with a Pause step with the pump in the FORWARD direction and slow enough that bubbles do not skip past the bubble trap. If the pump flow rate is too high, the air bubbles just skip past the bubble trap, typically lodging at the top of the rotary coupling for the process duration. (Increasing the pressure across the chamber.) It is also important to check the preceding step has flow in the opposite direction, or similarly low flow rate to ensure the bubbles in the tube segment can exchange with the bubble trap at the beginning of the step.
Another opportunity in this step is to drive out air bubbles trapped in the rotary coupling and bed-in the rotary seals by spinning the centrifuge.
Suggested implementation
Program a Pause step with the pump in the FORWARD direction and the pump flow rate around 30ml/min. Set the centrifuge speed at 2000G or more with a 2 to 3 second ramp time. Use a timer trigger around 15 seconds to give time for any air released from the rotary coupling to exchange with the bubble trap.
Principle
The ‘pressure prime’ function fills any unused kit lines E or F with fluid.
If one of these lines has only air, the pulsation of the pump during a harvest step to H will allow the cell concentrate approaching the bag H line to pop up and down past the corner of the kit. This can result in a 10% to 20% loss of the carefully prepared cells.
A common issue with this step is running the step before the prime pause loop has occurred, and drawing from Bag B which is commonly the priming media. A pocket of air is still trapped in the kit section to the left of the bubble chamber. Drawing from bag B pulls that pocket of air into the carefully primed chamber. This can be avoided by operating the pressure prime step drawing from bag A, or completing the Prime Pause Loop step beforehand.
A specialised ‘Pressure Prime’ step is available in the protocol builder software to complete this action.
Suggested implementation
Program a Pressure Prime step selecting bag A as the supply. The specialised step:
A logical order for priming functions:
This example is specific to the kit configuration and subsequent process.
It includes many of the recommended kit checks and guarding triggers.
The sequence shown below is specific to this kit configuration and should not be copied directly to another process.
The Rotea Protocol Review Tool referenced below includes a priming sequence recommendation based on the protocol function. The recommendation reflects general priming principles, while recognising that protocol-specific requirements may justify alternative approaches. For example, introduction of high-value reagents may require specialised priming strategies to minimise waste and avoid unintended dilution.
Using the ‘guarding’ strategies described here, the protocol can keep running in pause while the operator corrects the identified problem. If the instrument door has to be opened to solve the problem, a recovery procedure for these contingencies needs to be documented. It should include:
Downloads
Structured failure mode analysis template for functionally closed process review.
We've sent a 6-digit verification code to your email. Please enter it below.