
Tube Tags – A Thought Experiment in Visual Management
Using visual management to reduce processing risk.
Process Design
Engineering reliability into manufacturing workflow
Home > Process Integrity > Process Integrity by Design
28 June 2026 · 4 min read · RoteaHub Editorial
Related topics
Imagine being responsible for transferring a manufacturing process to another facility on the other side of the world. What gives you confidence that the process will perform correctly every day, regardless of who operates it?
It isn’t simply procedures or operator training. Confidence comes from designing the manufacturing system so that incorrect actions become difficult, obvious or impossible.
Process integrity describes the design features incorporated into a manufacturing process to avoid, detect or minimise the risk of failure. It extends beyond regulatory compliance to consider how operators interact with equipment, consumables and workflows during routine manufacture.
Formal hazard analysis techniques such as FMECA identify potential failure modes and define mitigation strategies. These analyses should inform the manufacturing process itself, allowing identified hazards to be addressed through equipment design, workflows, verification steps and electronic records. When implemented well, the FMECA becomes part of the process verification strategy rather than simply a risk management document.
These formal controls create a robust manufacturing framework. Barcode verification, MES guidance, electronic batch records and procedural controls all reduce the likelihood of incorrect actions and improve traceability.
Process Integrity by Design looks one step further. It asks how the manufacturing system itself can be engineered so that the correct action becomes the natural action. Drawing on lean manufacturing concepts such as visual management and poka-yoke (mistake-proofing), it seeks to simplify operator actions to reduce the risk of confusion and eliminate opportunities for error before they occur.
Many of the concepts explored throughout RoteaHub — from Tube Tags, Kit Assembly Assurance, Visually Guided Workflows and Functionally Closed Sampling for QC — are practical examples of this philosophy.
The articles that follow explore this philosophy at different scales—from simple physical design features that guide an individual operator through to manufacturing architectures capable of supporting reliable commercial scale-out.
This is a simple tool created to compare different process design approaches.
Traditional FMECA prioritises hazards according to severity and probability. Hazard frequency analysis asks a complementary question: How often does this identifiable hazard occur during normal manufacture? Hazards that occur repeatedly often justify redesign, even when the consequence of each individual event is relatively modest.
Process options can be compared by the number of hazard events they embody without the subjective quantification embedded in FMECA evaluation.
The tallying hazards approach can be extended across the process throughout its interaction with facility, people and materials. It is just a matter of adding the hazard to the list and counting how often they occur.
The act of recognising the hazard in turn asks the question — can I design the process to eliminate that risk entirely?
The Rotea Protocol Review Tool applies this principle to protocol design, identifying repeated operator interactions, verification opportunities and process states where hazards can often be removed by redesign rather than additional procedural controls.
Many process integrity improvements are remarkably simple physical additions that guide operators towards the correct action.
The Tube Tags concept is one example. By providing physical identification that can be seen, felt and verified mechanically and/or electronically, the system encourages correct tube selection without adding operator burden.
The same philosophy extends to incubators, workstations and processing equipment. Configuring these to reflect the intended workflow creates an additional layer of process assurance. Physical layout becomes part of the manufacturing system, reinforcing the formal MES guidance while making abnormal situations more apparent to operators.
These examples illustrate an important principle: effective process integrity is often achieved by making the correct action the easiest action.
Process integrity also extends beyond individual workstations to the organisation of the manufacturing process itself.
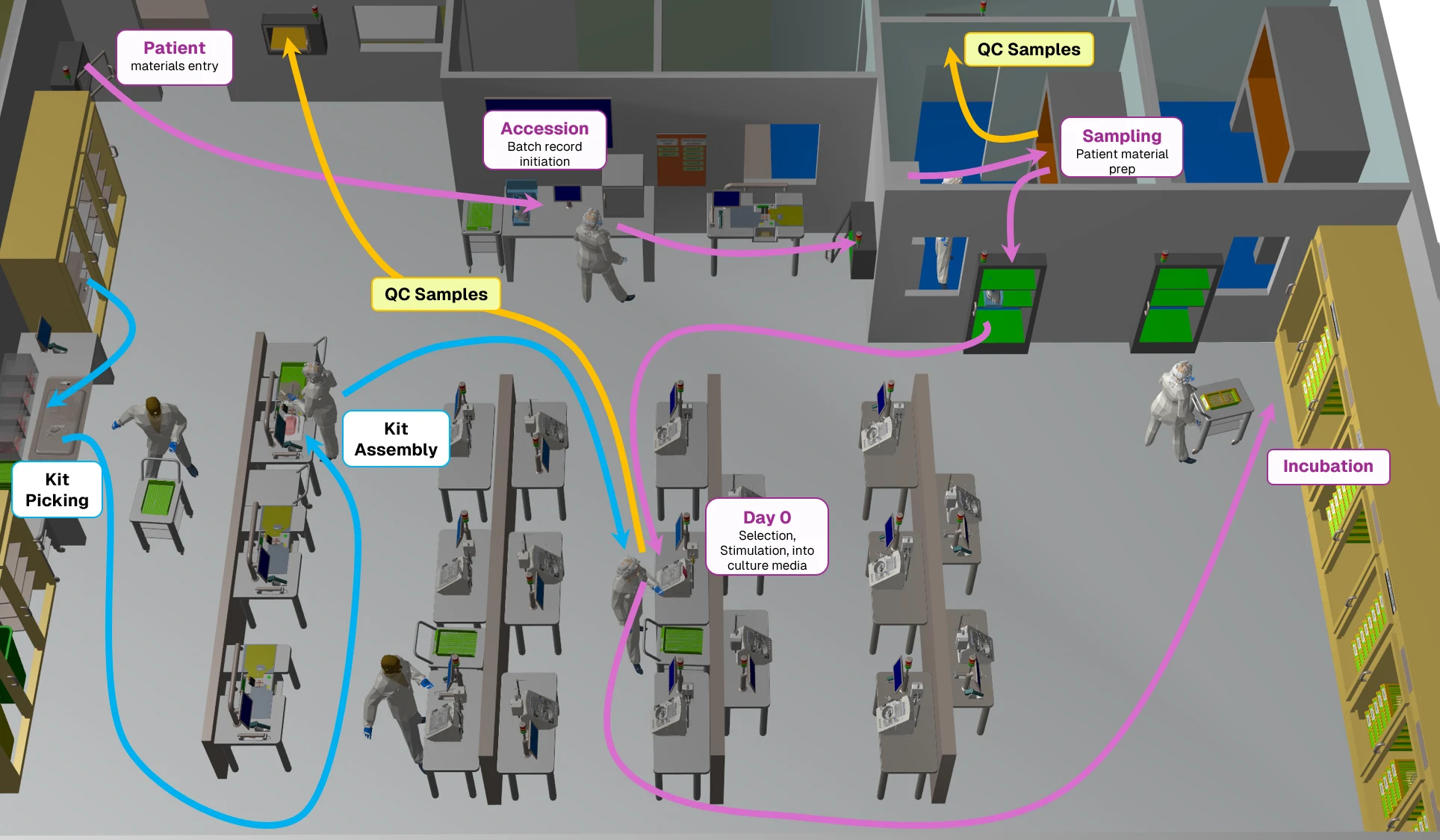
Visual management concepts applied to tube tags and incubator layouts can equally be applied to staging activities, kit preparation, product transfer and operator responsibilities. Considering the process as a complete workflow often reveals opportunities to reduce ambiguity and improve communication between work areas.
A good example occurs following formulation into cryogenic storage media. Once the product has been prepared for controlled-rate freezing, timely transfer to the freezing process becomes critical. Rather than relying solely on procedures or operator judgement, the process can be designed so formulation cannot commence until a controlled-rate freezer has been confirmed as available and allocated.
While an MES can enforce this electronically, complementary physical controls may also be appropriate. For example, each controlled-rate freezer could be associated with a dedicated transport tote or physical token that accompanies the batch, making ownership and readiness immediately visible to all operators.
By extending process integrity beyond individual processing steps to encompass workflow organisation and resource management, manufacturing systems become more resilient to disruption while reducing opportunities for misunderstanding or delay. This is illustrated in the ballroom design study.
The purpose of these examples is not to advocate particular design solutions, but to demonstrate a way of thinking.
The greatest opportunity to improve manufacturing robustness occurs early in process development, when workflows, equipment and operator interactions are still being defined. Challenging every operator action, transfer of responsibility and potential source of confusion at this stage allows process integrity to be designed into the manufacturing system rather than added later through procedural controls.
Some of these concepts are embodied in physical process designs such as Tube Tags or Kit Assembly Assurance. Others are incorporated directly into the Rotea Protocol Review Tool, which encourages process developers to evaluate workflows from a process integrity perspective during protocol development.
Using visual management to reduce processing risk.
QC sampling from a functionally closed system as a robust process.
Visual management and workflow design at the incubator workstation.
Process integrity for single use kit assembly.
Downloads
Structured failure mode analysis template for functionally closed process review.
We've sent a 6-digit verification code to your email. Please enter it below.